Understanding RTU 5 Ton: A Comprehensive Guide
When it comes to industrial automation and control systems, the RTU 5 ton plays a crucial role. In this article, we will delve into the details of this device, exploring its features, applications, and how it can benefit your operations.
What is an RTU 5 Ton?
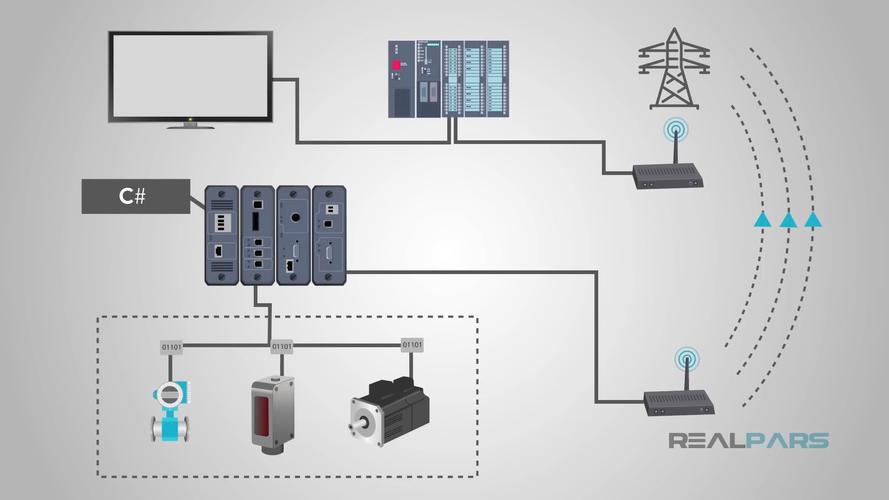
The RTU 5 ton, also known as a Remote Terminal Unit, is a versatile device designed for data collection, monitoring, and control in industrial environments. It is capable of handling a wide range of applications, from power systems to water resources and beyond. The “5 ton” refers to the device’s capacity to manage up to five tons of data, making it suitable for large-scale operations.
Key Features of RTU 5 Ton

Here are some of the key features that make the RTU 5 ton a standout choice for industrial applications:
| Feature | Description |
|---|---|
| Data Collection | The RTU 5 ton can collect data from various sensors and devices, including temperature, pressure, flow rate, and more. |
| Communication | With support for multiple communication protocols, the RTU 5 ton ensures seamless data transfer over wired or wireless networks. |
| Remote Control | Users can remotely control connected devices and systems, making it easier to manage operations from a distance. |
| Scalability | The RTU 5 ton is designed to accommodate future expansion, allowing for easy upgrades and modifications. |
Applications of RTU 5 Ton
The RTU 5 ton finds applications in various industries, including:
- Power Systems: Monitoring and controlling power generation, transmission, and distribution.
- Water Resources: Managing water supply, distribution, and treatment processes.
- Oil and Gas: Monitoring and controlling pipeline operations and production facilities.
- Transportation: Managing traffic systems, toll gates, and other transportation-related applications.
Benefits of Using RTU 5 Ton
By incorporating the RTU 5 ton into your industrial operations, you can enjoy several benefits:
- Improved Efficiency: The RTU 5 ton helps streamline operations, reducing downtime and increasing productivity.
- Cost Savings: By remotely monitoring and controlling devices, you can reduce maintenance costs and energy consumption.
- Enhanced Safety: The RTU 5 ton provides real-time data and alerts, enabling you to identify and address potential issues before they escalate.
- Scalability: The device’s modular design allows for easy expansion and upgrades, ensuring that it can meet your evolving needs.
How to Choose the Right RTU 5 Ton for Your Needs
When selecting an RTU 5 ton for your industrial application, consider the following factors:
- Functionality: Ensure that the device meets your specific data collection, monitoring, and control requirements.
- Communication: Choose a device that supports the communication protocols and networks relevant to your application.
- Reliability: Opt for a reputable manufacturer with a proven track record of delivering high-quality, reliable products.
- Support and Maintenance: Consider the level of technical support and maintenance services offered by the manufacturer.
Conclusion
The RTU 5 ton is a powerful and versatile device that can significantly enhance your industrial operations. By understanding its features, applications, and benefits, you can make an informed decision when selecting the right device for your needs.